" The outstanding
conveying, discharging & handling for bulk material." Bucket elevators is available
in following Models size and capacities from 1 Ton per hour
to 25 Ton per hour.
We offer Bucket Elevator with Hopper and Hammer Mill. Bucket elevator is component for the processing industry. These bucket elevator are used to carry products to machine hopper, speed of elevators and others in a synchronized manner with basic and main machine.
" The outstanding conveying, discharging & handling for bulk material."
Bucket elevators is available in different Models size and capacities as per our customer requirement.
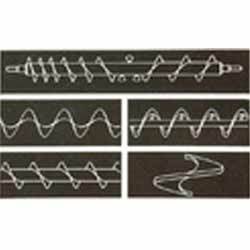
Screw Conveyors
For conveying, discharging, distributing
and feeding bulk material.
Screw Conveyor with U-Shaped trough
Screw Conveyor with tubular trough
Screw Conveyors is available in the above models size and
capacities from 1 Ton per hour to 25 Ton per hour
Our screw conveyors are extensively used in various industries like cement, fertilizer, sugar and most types of process industries. Our screw conveyors are multi purpose and are used in converting various regular and irregular shaped products having light and medium loads. Screw conveyors comprises of revolving shafts with continuous or broken spiral fighting which works within a casing.
Screw Conveyors
Screw Feeders
Pack Carriers
Gravity Discharge Conveyors
Rotor Lift
Flight Conveyors
Multiple Screw Feeders.
Ribbon Flight Conveyors.
Reddler Conveyors.
Adler Roller Conveyors.
Tubular Screw Conveyors.
Twin Conveyor
With our expertise in the respective domain, we are offering our clients a wide range of Twin Conveyor. These are manufactured using high grade material, which is procured from reliable vendors to ensure high durability and tensile strength. Thus, these Conveyors are highly efficient to handle material at extreme temperature, highly corrosive one and the material that requires high containment.
Our organization is engaged in offering a quality range of Twin Conveyor, which is widely used to handle different process requirements. These are perfect to carry the difficult to process functions with ease as our range is provided with direct end discharge facility with integral seal valve option. Thus, our range meets the requirements of food, chemical and pharmaceutical industries across the globe.
The twin conveyor offered by us can efficiently handle a wide range of material like:
Materials at extreme temperatures (high or low)
Materials that contain lumps
Materials that require high containment
Highly corrosive materials
Systems operating under pressure or vacuum
Features:
Large inlet to promote the flow of difficult material
Smooth and even discharge characteristics
Significant savings in headroom
Superb easy clean facilities
Hygienic dull polish finish
Direct end discharge facility with integral seal valve option
Industrial Screw Pipes
Capitalizing on our in-depth industry knowledge, we are involved in offering a wide range of Screw Pipes. These are appreciated for their precise volumetric withdrawal of bulk material from storage. Thus, our range is widely used in chemical, pharmaceutical industries. The volumetric feed rate ensures precise feed regulation of the pipes that suits the varied application requirements of our clients.
Features:
Come in uniform or tapered screw diameter
Conical shaft sleeves for mass flow bin withdrawal
Flooded inlet sections
Internal shrouds or shear plates for flow regulation